
Congratulations on finishing your first print! Let's take a closer look at it, did the print finish successfully?
No, my print is incomplete.
Were the top layers incomplete?
If your printer uses a Bowden tube, this length must be entered into your printer profile on CANVAS or Chroma. Having a Bowden tube length will ensure that the last length of filament will reach your printer.
Chroma: Profiles > Printer Profiles > Edit > Dimensions

CANVAS: https://canvas3d.io/printers > Select Printer > Hover over Printer Icon > Edit Printer

Were there no pings detected?
If no pings were detected during your calibration print, an error screen will appear. Pings are checkpoints to understand how much filament the printer was supposed to at that point (Learn more: http://mm3d.co/ping-pong).
There are certain items to check with your setup and slicer settings to make sure that pings are detected in both Accessory and Connected Mode:
- Ensure the outgoing tube is clipped into the extruder.
- Keep the original size of the calibration keychain, make sure it was not scaled. The transition length should be 130 mm and infill should be at least 15%.
After making any necessary changes to your setup or slicer settings, please re-calibrate Palette's SPC and PPM. SPC (steps per count) measures how many steps the ingoing drives take to move 1 mm of filament. PPM (pulses per millimetre) measures how many movements or pulses are registered to the encoder (scroll wheel) to move 1 mm of filament.
Finally, re-do the calibration print by following these steps at the bottom of this page (‘How to Reset Printer Profile and Repeat Calibration’).
Does your extruder pause over the transition tower when pinging?
During a print, Palette uses a set ping signature to signal that a ping should be recorded. This pattern occurs over the transition tower and causes your extruder to pause for a number of seconds, extrude a set amount of filament, initiate a longer pause, then continue with the print. If you're finding that your extruder is not pausing over the transition tower, Palette may not be receiving the signal to record pings, causing calibration issues.
To fix this, please turn on 'Movement Pauses'. This will adjust the ping signature to be accepted even when the extruder is moving during the set pauses of the ping signature. To turn this on in CANVAS, open your Printer Profile and select Advanced Settings:

Yes, my print is complete.
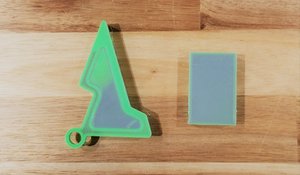
Let's examine the loading offset. An accurate loading offset can be determined by looking at the bottom layer of the whole print:
- The model should have two distinctly colored regions.
- The tower should have a transition that occurs around 30-40%. Generally, the first color on the transition tower will be the same as the outer band of color on the model.
- To check your printer profile, on Palette go to Settings > Preferences > Printer profiles. Your loading offset value should be logged here under the printer profile. The loading offset should at least be the length of the outgoing tube selected for Palette, plus the length of the hot end and any bowden tubes or bowden extruder assembly.
Note: If you've attempted calibration before and have multiple keychains/towers, we recommend keeping the keychain/tower that represents your most recent calibration or labeling the part and tower with the date it was printed. This helps us diagnose your calibration issues in the future.


Is the loading offset acceptable?
You're ready to starting printing with Palette 2! We recommend printing this Multi-Color Earbud Case after doing your calibration print. It's a simple and useful print that has four distinct bodies, and feeds a fair number of pings to Palette.
After the keychain print, upon completion of your subsequent prints, you will be prompted on Palette 2's screen to ignore or save the calibration values. (More on this topic soon!)

Is the loading offset not acceptable?
The transition may appear too early or too late, or you may see the colors on the model itself become indistinct.
Loading Offset in Printer Profile is None
Please check that the encoder on Palette is responsive. Powercycle Palette and go to Settings > About and tap Next until you see the encoder value. Please take a short 30 second video of the encoder value as it changes and send it to support@mosaicmfg.com.
To check that the scroll wheel is rotating freely, powercycle Palette and return to Settings > About to look at the encoder value again. Remove the acrylic cover from the buffer area, and then from the top of the scroll wheel, rotate it once 360°. You should see the encoder value change to around -2000/+2000.
Early Transition
If your Loading Offset is underloaded, you will see the transition occur later than 30.

Late Transition
If you're Loading Offset is overloaded, the bottom of tower is mostly or all the second color. The part will not have clearly distinct regions.
You may also see two transitions occur on the bottom layer if you used Simplify3D. This is perfectly fine, but if you're having calibration issues when using S3D, please send us an e-mail (support@mosaicmfg.com) with a picture of your print and transition tower and we can provide additional recommendations. If you are seeing similar symptoms to the examples above, please follow the instructions below.
How to Reset Printer Profile and Repeat Calibration
- Delete the printer profile that was created during this first print. If you have just one printer, on Palette 2's menu go to Settings > Preferences > Reset Factory Defaults.
- If you have more than one printer and want to reset one profile, go to Settings > Preferences > Printer Profiles and select the printer profile you would like to delete.
- Repeat the calibration print. If you made any setting changes to the model, please make sure you transfer the updated print to Palette 2. Make sure to carefully follow the steps to achieving an accurate LO.
- Re-evaluate the print's completion and loading offset based on these instructions.
If you have any additional questions, please send us a message at support@mosaicmfg.com.