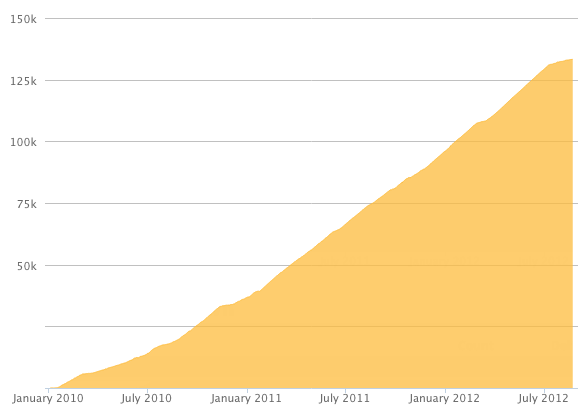
Reputation over time
It looks like this user hasn't gained any reputation yet.
Once they have, you'll be able to view a graph of their reputation gained over time.
Here's a preview of what the graph will look like:
Reputation Breakdown
| Event |
Count |
Delta |
| Post was voted up |
4 |
48 |
| Your comment deleted due to flags |
1 |
-100 |
17